昌本佳鈑金
專業鈑金加工 精密五金制造
專業鈑金加工 精密五金制造

- 掃描二維碼存名片
加工定制服務電話:180518984660512-36853180
kscbj1@163.com

昆山昌本佳金屬制品有限公司
聯系人:陳女士
手 機:180-5189-8466
座 機:0512-36853180
郵 箱:kscbj1@163.com
地 址:江蘇省昆山市周市鎮陸楊富陽路16號B棟東南角
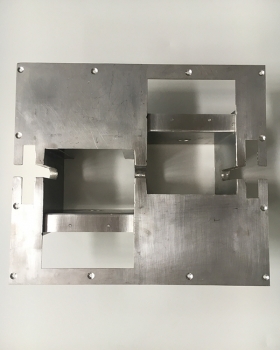
昆山鈑金通用打磨拋光方法
今天科鍵數沖加工的小編來為大家介紹一下鈑金通用的打磨拋光方法,希望能夠對大家有所幫助。
1.焊前打磨
打磨范圍:全部焊縫兩側各15-50mm。
操作方法:打磨長大焊縫時用安裝了不銹鋼碗刷的角磨機或者直柄打磨機沿焊縫方向進行打磨;對于需要激光跟蹤自動焊的焊縫只能用直柄打磨機進行打磨;在相對焊接附件較大的工件表面焊接附件時使用千葉片對焊接表面進行打磨或在焊接成型前產品需要去毛刺處理的產品進行打磨拋光處理。
技術要求:打磨出金屬光澤、保證焊接區域沒有氧化膜、打磨紋路與焊縫方向平行且均勻、打磨深度 不超過0.2mm。
2.焊縫余高的打磨
打磨范圍:焊縫兩側各25-50mm 的區域。
操作方法:角磨機工作時要與被打磨面平行,使焊縫余高被去除;當焊縫有凹陷時以不傷母材為標準,
嚴禁用千葉片端部斜鏟被打磨面。
技術要求:被打磨表面要求平滑;不傷母材,以母材的被去除量不超過0.2mm 為標準;被打磨部分表
面紋路要求一致,沿焊縫方向,嚴禁無規律打磨。
3.去除表面劃傷
打磨范圍:取矩形框,覆蓋劃傷區域。
操作方法:使用打磨工具沿一定的方向打磨,不超過矩形框。
技術要求:被打磨表面要求平滑;不傷母材,以母材的被去除量不超過0.2mm 為標準;被打磨部分表
面紋路要求一致,大部件及烤爐本體橫向拉絲向、小件沿拉絲方向且保持一致;嚴禁無規律打磨。
4.加工余高的打磨
打磨范圍:加工余高兩側各40-50mm。
操作方法:沿被加工的立筋方向進行打磨,角磨機能夠使用的空間內用角磨機進行打磨;角磨機無法使用的空間使用直磨機進行打磨;方法與焊縫余高的打磨相同。
技術要求:被打磨表面要求平滑;不傷母材,以母材的被去除量不超過0.2mm 為標準;被打磨部分表面紋路要求一致。
5.使用砂布輪進行拋光
打磨范圍:對過線孔等小空間的棱角進行拋光或部分零件有拋光要求的進行拋光處理。
操作方法:使用安裝了砂布輪的直磨機對棱角進行打磨拋光。
技術要求:被打磨表面要求平滑,以目測符合圖紙標注要求,觸摸感覺沒有尖銳的棱角為標準;不傷母材,以母材的被去除量不超過0.2mm 為標準。
6.使用拉絲機進行拉絲處理
拉絲范圍:對零件在焊接加工后打磨表面或刮花面進行拉絲處理。
操作方法:使用拉絲機對打磨表面或刮花表面進行拉絲處理使工件表面絲向一致且光澤紋路一致。
技術要求:拉絲表面要求平滑并光澤紋路一致,以目測符合圖紙標注要求,觸摸感覺粗糙刮手為標準;
不傷母材,整體紋路、絲紋方向、色澤均勻、粗細一致為標準。
7.焊縫接頭的打磨
打磨范圍:對焊縫接頭及段焊起弧點收狐點使用直磨機進行打磨。
操作方法:使用安裝了旋轉銼的直磨機對焊縫接頭及段焊起弧點收狐點進行打磨。 技術要求:焊縫接頭的打磨要求外形與焊縫余高一致;段狐起弧點收狐點的打磨要求在去除焊接缺陷的情況下表面沒有尖銳的棱角;不傷母材,以母材的被去除量不超過0.2mm 為標準。昆山城北鈑金加工